





Quality control in cleanroom environments is critical to ensuring products meet the required standards for purity and safety, especially in industries such as pharmaceuticals, biotechnology, and electronics. This blog post discusses the essential quality control measures implemented in cleanrooms to maintain product integrity and regulatory compliance.
Comprehensive Quality Control Protocols
Quality control in cleanrooms encompasses a wide range of activities, from initial design to final product testing:
- Design Qualification: Ensuring that the cleanroom design meets all necessary specifications and regulatory requirements for the intended manufacturing processes.
- Operational Qualification: Validating that the cleanroom operates within the defined parameters under all anticipated conditions.
- Performance Qualification: Continuous monitoring and verification that the cleanroom maintains the required levels of cleanliness and environmental control during actual production activities.
Critical Quality Control Measures
Environmental Monitoring
- Systematic monitoring of particulates, microbial counts, temperature, humidity, and differential pressure to ensure the environment remains within specified limits.
- Use of real-time monitoring systems that provide instant data to respond quickly to deviations from set parameters.
Process Controls
- Implementation of standard operating procedures (SOPs) that detail every aspect of the manufacturing process, from raw material handling to product packaging.
- Regular audits of these processes to ensure compliance and to identify areas for improvement.
Material Control
- Strict procedures for the inspection, storage, and handling of raw materials, components, and finished products to prevent contamination.
- Use of cleanroom-compatible materials and supplies that do not introduce additional contaminants into the environment.
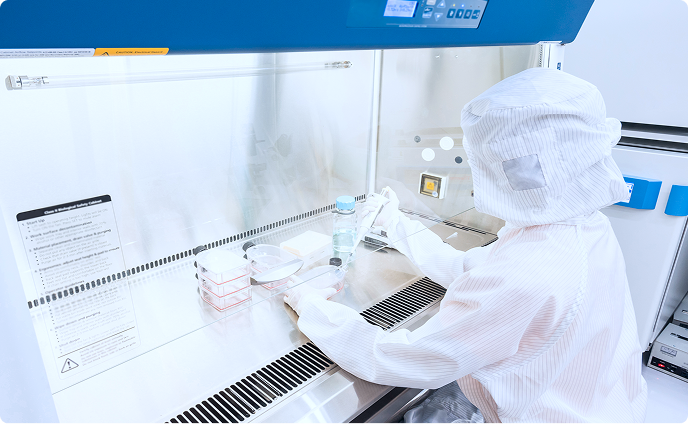
Personnel Training and Gowning
- Comprehensive training programs for all cleanroom personnel on proper gowning procedures, behavior, and handling practices to minimize human-borne contamination.
- Regular competency assessments and re-training sessions to ensure all staff members remain aware of and competent in the latest procedures and standards.
Equipment Calibration and Maintenance
- Regular calibration and maintenance of all critical equipment to ensure they are functioning accurately and efficiently.
- Implementation of a preventive maintenance schedule to reduce the likelihood of equipment failure and potential contamination.
Documenting and Reporting
- Maintaining detailed records of all quality control activities, monitoring results, and corrective actions taken.
- Ensuring documentation practices meet the stringent requirements of regulatory bodies, which is crucial for audit readiness and regulatory submissions.
Challenges in Quality Control
- Balancing the high costs of maintaining cleanroom standards with the need to remain competitive in the market.
- Adapting to rapidly changing regulations and standards in different markets and industries.
Quality control in cleanroom manufacturing is a multifaceted and dynamic process. By implementing stringent quality control measures and continuously monitoring and adjusting procedures, cleanroom facilities can ensure that their products meet all necessary quality and safety standards. This not only helps in maintaining compliance but also enhances the trust and reliability of their products in the market. Contact us for more information.